…When machining plastics components at plastic turned parts
Plastic Turned Parts (PTP) was the first company in the UK to install a Citizen CNC sliding head turn-mill centre incorporating the patented Low Frequency Vibration (LFV) machining technology and as a result has been able to totally eliminate swarf control problems in producing thousands of plastics components.
Said Managing Director Jonathan Newis: “For us, the development of LFV has transformed our turn-milling operations so we can now confidently progress the business and operate the Citizen bar machine from pressing the start button rather than having to continually interrupt the cycle to clear troublesome birds nesting of plastics swarf.” Mr Newis describes LFV as being especially effective on deep hole drilling and said: “We have totally eliminated any clogging of the drill flutes. Previously we often had to set the machine with two or even three drills due to swarfing problems but can now go straight to depth with a single tool and the flutes are completely clean.”
PTP installed the Citizen L20-VIII LFV machine in January following a visit to MACH 2016 and promptly placed the order after seeing a demonstration of the technology on the Citizen stand. He said: “So impressive is the result of applying LFV that our forward plans are to purchase a second machine having a smaller 16 mm capacity once it is available so we can more effectively machine smaller components.”

Machine setter Darren Evans maintains the wiper action created using the tool with Citizen’s LFV technology creates a superior surface finish.
PTP based in Watton-at-Stone, just outside Hertford employs five people all very proficient and skilled in machining plastics. The company was set up in 2004 and much of its production has enabled a continued growth (20 per cent in the last two years) based on largely Citizen supplied machines. Indeed, he has eight CNC sliding heads with capacities up to 32 mm diameter and a fixed-head Miyano BNA-42S turn-mill centre installed in 2013. Also in the machine shop are fixed head lathes with a bar capacity up to 65 mm diameter and billet capacity of 250 mm. A vertical CNC mill provides addition milling capability.
A wide range of components are produced for customers in the marine, paint spraying, bearing, food, motorsport, telecommunications, automotive, valve and medical sectors. Indeed, a major long term medical contract won by Mr Newis is the production of 6,000 ear grommets a month for babies that suffer from glue ear. These are micro-machined from 5 mm PTFE bar on a Citizen K16 and turned down to just over 1 mm diameter with a 0.75 mm diameter hole drilled through.
In addition to PTFE, the plastics-based materials passing through the machine shop are wide ranging including Acetal, Delrin, Nylon, PVC, polypropylene, polyethylene, Nylatron, PEEK, graphite-filled PTFE as well as other high performance plastics including variants of glass reinforced plastics in batches between 500 and 10,000. Said Mr Newis: “As we provide a specialist service and have developed the skills we have to be able to respond to the demanding nature of some of these materials. Polypropylene, for instance, can react totally differently under cutting conditions and will even behave almost like machining chewing gum. Others can soften, melt and many just grow, deform or spring back under cutting conditions.”
Also reflecting on machining polythylene, he describes this material as being a nightmare with swarf wrapping around the tools and often melting on drills. He said: “With LFV it readily chips so we can now even run unattended with the process carrying on for several of hours. This has further benefits as it frees up setter/operators during the day to do other things which is a massive advantage for a small company.”
On the other hand, he then describes how reinforced materials kill any tooling so when these materials go through any machine the process has to be continuously monitored. He then added: “Not so with LFV, hence our pre-occupation with the capability of the new Citizen which is transforming our business and really helping us to help our customers.”
The patented LFV process is totally different to conventional ultrasonic vibration machining and took some three years for Citizen to develop in Japan. It is now demonstrating significant improvements, not only on cutting plastics as PTP has found, but also on exotic materials, difficult to chip ferrous and non-ferrous materials such as copper.
The LFV process can also enable depth-of-cut to be increased, it enables surface quality, to be enhanced, extends both tool life and spindle uptime and hence can transform machine utilisation. It can even be applied to very small diameter, as well as thin-walled components and be used for turning, facing, eccentric and interrupted cuts, drilling and even thread cutting.
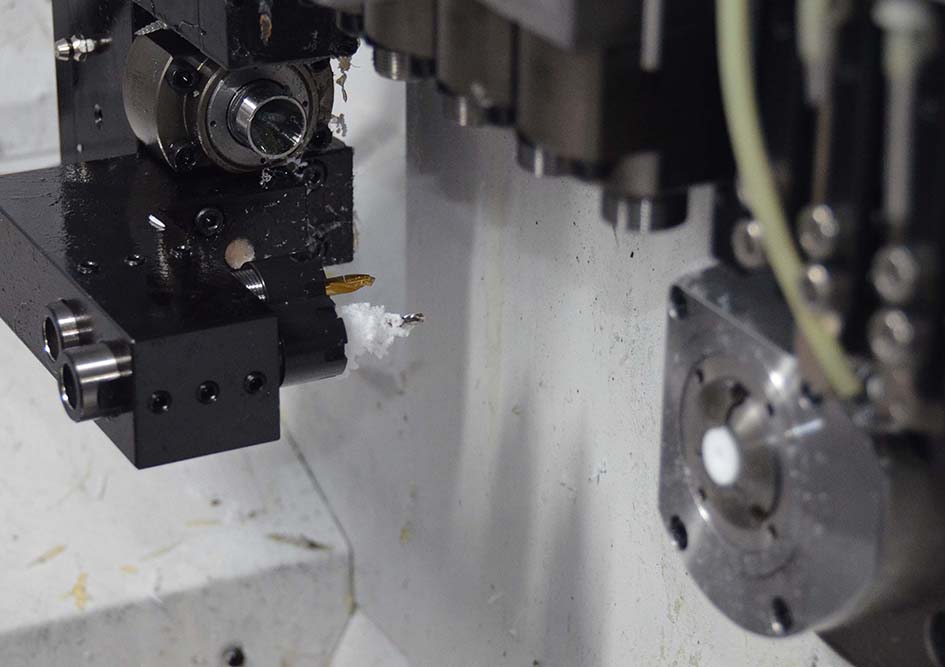
With Citizen’s LFV switched-off, ‘birds-nesting’ of swarf is a big problem when drilling plastics
The process is fully programmable activated through a G-code enabling on-demand application anywhere in the cutting cycle. The servo axes of the machine drive system are ‘oscillated’ in the direction of tool feed in phases involving tens of microns which are synchronised with rotation of the spindle. Toolpath includes ‘air-cutting’ which interrupts the cut that breaks the swarf into smaller lengths or pieces. It also importantly reduces the onset of built-up edge on the tool tip which is a bad influence on the geometry of the tool and is often a cause of premature failure.
Said Darren Evans, responsible for setting the Citizen with LFV at PTP: “We are able to maintain a wiper action as the tool recuts the material which helps to create a superior surface finish. We can even program the LFV to tailor the ideal length of swarf through P1 and P2 codes that set the frequency of oscillation. To us this is very important benefit as ultra-small chips of plastic would just build up and clog the machine.”
PTP tend to run the machine spindle at 4,000 revs/min with feed rates of 0.03 mm/rev (P1) or 0.05 mm/rev (P2). P1 is used for general swarf breaking and P2 for small diameter turning and drilling. Said Mr Newis: “We use both carbide and HSS tools and a further bonus of using LFV is that we have reduced our need of form tools as everything is now generated quickly and easily from standard single point tooling.”
With plans for further LFV machine installations, Mr Newis is now able to move the business forward with even greater confidence. He said: “A major problem with plastics is variation in the material which can become a major headache on certain jobs. We now have the ability to easily influence the application to meet our needs.”
With this new found capability he is about to take on a further contract with a supplier to the automotive sector and he sees the extension of the fracking industry in UK, where high temperature plastics are used, providing an excellent opportunity for in the future.