
Global competition in the tool and mould making industry, shrinking batch sizes and the progress made in manufacturing technologies can quickly shift the bottleneck of a process chain from manufacturing to NC programming. This was evident at the tool-making department of Phoenix Contact in the Westphalian town of Blomberg in Germany. Supported by the automation technology provided by OPEN MIND’s hyperMILL CAM software, the company’s CAM-based NC programming now runs fully automatically for long periods of time.
Phoenix Contact is a manufacturer of systems and components for electrical engineering and automation. For several years now, it has been upgrading its internal tool-making department to the latest technological standards to automate and comply with Industry 4.0. A new control concept and revised manufacturing logistics enabled the company to lay the necessary foundations, as Dr Sven Holsten, Director of ‘Tool Shop Plastics’ at Phoenix Contact explains: “Today, we control our tool-making department via a shop floor management system, along with a daily Gemba walk and a FIFO (first-in, first-out) method. As a result, we’ve been able to reduce waiting times and shorten the processing time of tools by an average of 50%.”
The introduction of automated production processes was equally important. The tool makers use flexible, mixed-process manufacturing cells that cater to milling, die-sinking EDM, measuring and washing operations. “Automation was also essential in the area of job preparation,” says Sven Holsten. By carrying out process analyses in CAM programming, it was possible to identify a series of processes where staff was tied to time-consuming routine tasks. This offered some starting points for a process of automation that considerably shortened the time required for programming and made it possible to partly relocate to an unmanned night shift.
Automation tools in the CAD/CAM system
It is fitting that OPEN MIND Technologies, was significantly upgrading the automation options offered in its hyperCAD-S and hyperMILL software solutions. It is now very easy to store complete and flexible CAM programming scenarios so they can be reused and run on an event-driven basis. The long-standing CAD/CAM partner of the Phoenix Contact tool-making department therefore played a substantial part in the decision to tackle the issue of automation in the area of job preparation.
At the beginning of 2017, these measures started yielding measurable successes. About half of all orders in electrode manufacturing are fully programmed in an automated batch run. For the rest, the programmer must still intervene manually to varying degrees. However, the programmer is still relieved of many extensive routine tasks. Those responsible for tool making are expecting to see similar benefits in the programming of moulds/dies and cavities – areas in which the second and third steps of automation are being driven forward.
When the automation service provider itself automates…
Tool making at Phoenix Contact has advanced in an impressive way due to the fact that the company is recognised as a global market leader for components, systems and solutions. Around 14,000 employees at different locations develop and produce a variety of electronic interfaces and power supplies, automation systems based on Ethernet and wireless technology, security solutions for humans, machines and data, surge protections systems as well as software programs and tools.
Here, Phoenix Contact benefits from its vast in-house production capacity. Not only does it produce plastic and metal parts, it also manufactures the punching and bending tools and injection-moulded tools required for these parts. As Sven Holsten says: “We do this across different locations. Our tool-making sites in Germany, India, China and Poland make up a global network for project planning and distributed working.”
Innovative CAD/CAM partner
The Blomberg tool maker has used OPEN MIND since the 1990s and it has relied on hyperMILL since 2003. The software, with its powerful 2.5D, 3D and 5-axis cycles plus the then revolutionary feature and macro technology, was in a better position to meet the company’s growing requirements. However, Sven Holsten makes it clear that: “Just because we’ve enjoyed a long-standing collaboration with a supplier, this doesn’t mean we have to stick with this supplier forever. We carry out regular benchmarking, where our suppliers must prove themselves.”
hyperMILL emerged as the winner when various CAM systems were compared in 2003 and it still holds this position today. Holsten adds: “It’s interesting that other suppliers have caught up over the past few years in terms of the range of cycles they offer. However, hyperMILL has taken an immense step forward during this time to the next level – the level of automated programming. This has helped us lay the foundations for automation in job preparation.”
Openness for external programming
Flexibility and a reduced training were important development goals for OPEN MIND’s automation technology. Andreas Leser, OPEN MIND’s Sales Director for Germany, explains: “With our approach, the user can develop various programs and additional functions that allow automated CAM programming procedures. This technology allows the user to access a library with which functions and objects from hyperMILL and hyperCAD-S can be integrated into comprehensive and easy-to-change programming scenarios.”
As a first step, Graduate Engineer Johannes Nittinger from the Laboratory for Machine Tools and Production Engineering (WZL) University worked out the important basics as part of his doctorate. He explains: “Before starting to consider the automated programming of a component, all the fundamental processes of CAM programming must be clearly specified.” This includes component analysis, tool selection and the choice of suitable features.
As CAM programming differs in complexity depending on the type of component, the automation team worked in stages. A start was made with electrode programming, which has now been successfully completed. This was followed by mould assembly and the programming of the mould plates. The final stage involved the injection moulded tool cavities.
Economic benefits
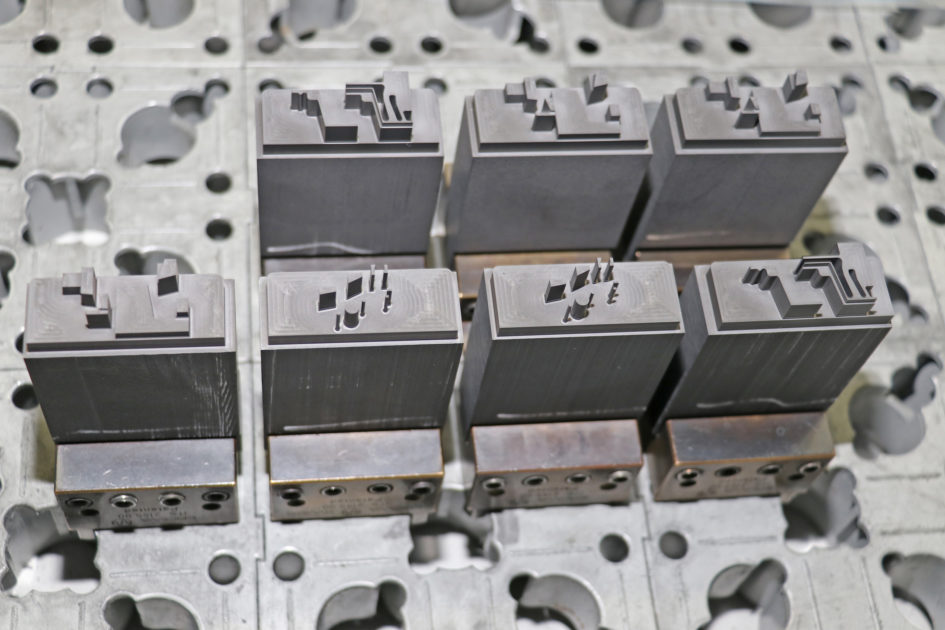
Nils Domack is one of the most experienced employees in the tool making department and this automation is an absolute highlight for him: “It plays a key role in the manufacturing of electrodes. This is because we produce many intricate components such as terminals, connectors and housings, and we need to provide die-sink injection moulded tools for these. This new form of programming is saving both time and money when it comes to producing the graphite electrodes.”
Automation in job preparation has considerably eased the workload of the highly qualified programmers. More than half of all the electrodes can already be programmed fully automatically – from importing the CAD data through to exporting the finished NC data. In these cases, the CAM programmer now just takes the role of ‘tester’. If a component has surfaces for which the hyperMILL automation cannot find a suitable tool, the surfaces are highlighted in colour by the system. When carrying out the test run, the CAM programmer can then see exactly where they need to intervene. Before the NC program is finally released, the programmer must initiate a complete simulation of the machining process in order to ensure that the subsequent processes are reliable.




