
Compact robotic systems from Halter CNC Automation, Holland, are ideally suited to loading and unloading CNC machine tools, as family business Armbruster GmbH in Steinach, southwest Germany reports. The same machine tending technology is available in the UK market through Salisbury-based 1st Machine Tool Accessories (www.1mta.com).
Armbruster employs about 130 staff and specialises in manufacturing complex, high quality products such as surgical instruments and implants for the medical sector. It also provides subcontract machining services to a broad range of industries.
Production ranges from turning, milling and electric discharge machining to surface treatment and assembly. Demanding workpieces in stainless steel, titanium, high-performance plastics and special materials are processed in batch sizes from 1 to 1,000 in the modern, 2,500 square metre factory.
Florian Schätzle, Team Leader for Machining Support at Armbruster says, “We have been committed to automation for a long time. The milling section is fully automated, although the eroding area is only partially autonomous.
“As regards turning and turn-milling, most production is automated by bar magazines but traditionally we load and unload billets manually for chuck-type work.
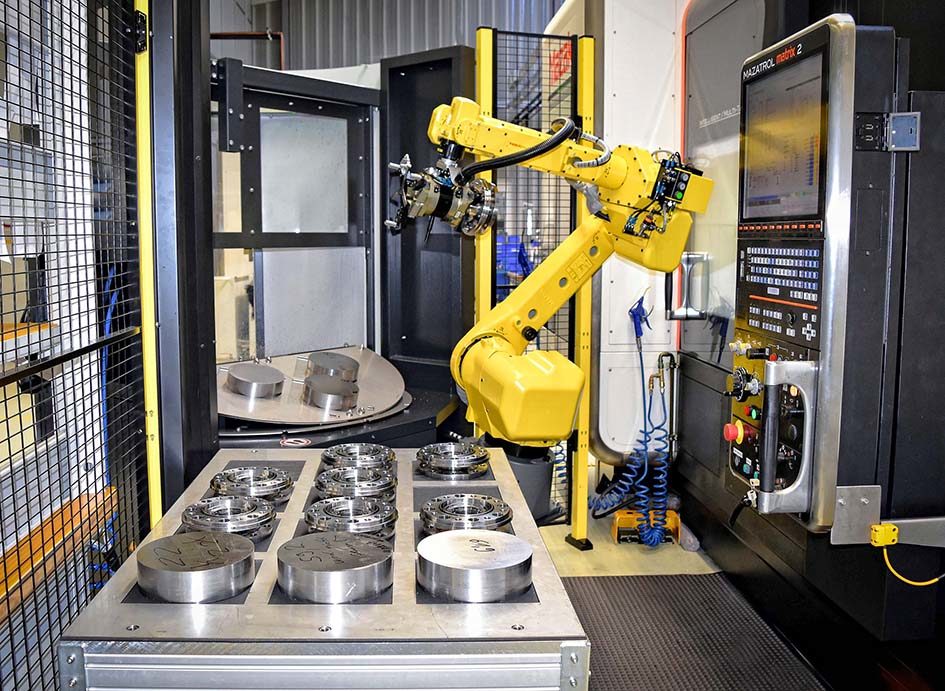
“We therefore decided to invest in a billet loading and unloading robot from Halter, a Universal Premium 35, which was installed in the summer of 2021 to tend an existing Mazak Integrex i200 chucking lathe on the shop floor.”
The turn-mill centre with B-axis produces stainless steel flanges as well as longer components. Billets are from 70 to 220 mm in diameter and from 30 to 70 mm long, while multiple parts are sometimes produced from shaft-type material up to 450 mm in length.
Sebastian Ringwald, Team Leader for Turning said, “The HALTER Universal Premium is ideal for handling billets in this size range. The versatile robot cell is designed for automated loading and unloading of rotationally symmetrical or rectangular workpieces as well as long shafts.”
A variety of workpiece grippers is available for this purpose and grid plates of various capacities act as buffer storage for parts. The robot can be equipped with a double gripper to remove a finished part and load a new billet into the spindle in a single visit to the working area. Raw material can be replenished by an operator at the rear of the cell so that production is not interrupted.
For billets up to 80 mm diameter, a maximum of 34 blanks and finish-machined workpieces can be accommodated on two sides of the original grid plate, making a total of 68 workpiece positions. For 250 mm diameter parts, however, the capacity of the buffer storage was six finish-machined workpieces, with billets loaded into the Integrex chuck manually.
Machining cycle times for these larger parts are between 60 and 150 minutes, which meant that long periods of production with minimal operator attendance would be possible in three-shift operation if a way could be found to load the larger billets automatically. Armbruster addressed this by producing additional customised grid plates to extend the storage capacity within the robotic cell.
Mr Ringwald confirms, “Halter adapted the robot programming for the increased parts handling. It was done quickly without any problems. The supplier is always open to our proposals and implement them in such a way that they are practical to use.”
The new solution made it possible to increase the number of workpieces of more than 200 mm diameter in the buffer of the robot cell from six parts previously to an additional 16 parts, ie a total of 22. Longer shafts from which several individual parts are machined may be similarly accommodated, enabling even longer periods of unattended production. One of the central goals was to make material available to the lathe for an entire weekend so that it is able to continue working from Saturday afternoon until the start of the first shift on Monday morning.
Mr Schätzle comments, “We generally plan production in such a way that machines run throughout the weekend. In the past this was a problem with chuckers, but the HALTER Universal Premium is able to solve that problem.
“Our experience so far with the automation solution has been positive. Our staff realise that the robot cell enables them to organise their working hours better, for example for quality control of finished parts, without having to be present at the Mazak every minute to avoid machine downtime.”
He added that Armbruster’s production management team had to invest time in process planning to take account of the longer periods of autonomous running, for example with regard to the service life of tools to avoid stoppages. Swarf accumulation is another issue, which is why the gripper and the workpiece are cleaned automatically with high-pressure coolant after each cycle.
Mr Schätzle concludes, “All our efforts have paid off. We have been surprised at how well everything works and are very satisfied with the end result.”




