
Like many small start-ups, P.P. Profiles Ltd was a business conceived in a remarkably small building. In this case, a basement of a cotton mill in Walkden, Greater Manchester. Wind forward 43 years and the profile and processing company has bought a Plasma and Flame cutting machine from Kerf Developments that at 39m in length, wouldn’t fit in most factories, let alone the basement of a cotton mill.
Almost as soon as the business started, it generated immediate success that brought the formation of P.P. Profiles (West Yorkshire) Ltd in 1978 – a company that has moved twice down the years before settling in its current 70,000sq/ft site in Batley. Over the last four decades, the subcontract manufacturer has built a reputation for providing cutting solutions for carbon steel, stainless steel and a range of additional materials in the nuclear, oil and gas, construction, rail, bulk handling, food, water & waste, storage tank and yellow goods industries.
 The 40-employee business produces anything from one-offs to small and large batch runs that range from small components to the extremely large. To get a scale of the workload at the heavy engineering business, it is processing an average of 400 to 500 tonnes of steel every month – almost 40% of this material is run through the new Kerf RUR4500. It is this reliance on the Kerf Plasma and Flame cutting machine that justified its acquisition. The level of investment at P.P. Profiles (West Yorkshire) Ltd now stands at more than £2m in the last two years.
The 40-employee business produces anything from one-offs to small and large batch runs that range from small components to the extremely large. To get a scale of the workload at the heavy engineering business, it is processing an average of 400 to 500 tonnes of steel every month – almost 40% of this material is run through the new Kerf RUR4500. It is this reliance on the Kerf Plasma and Flame cutting machine that justified its acquisition. The level of investment at P.P. Profiles (West Yorkshire) Ltd now stands at more than £2m in the last two years.
Kerf Creates Efficiency
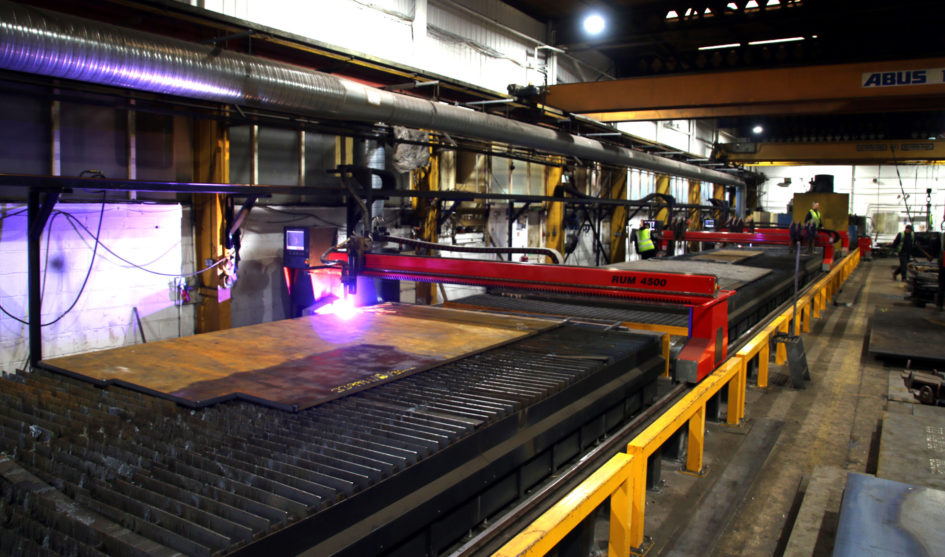
The reason behind the investment in the colossal Kerf RUR4500 was due to two older 12m by 2.5m flame cutting machines and a 6m plasma machine proving unreliable, creating an inefficient workflow. Commenting upon the acquisition of the Kerf RUR4500 machine, P.P. Profiles (West Yorkshire) Ltd Commercial Director, Mr Daniel Morley says: “We specified the Kerf RUR4500 with a single high definition 400amp plasma cutting head on a 12m by 4m bed and a two-machine 24m by 4m bed that consists of both a 6-head and a 4-head flame cutting gantry – all in a single 39m by 4m cell. This allows us to load much larger jobs and it has opened us up to new markets, as parts over 12m long parts are not uncommon.”
 The arrival of the Kerf RUR4500 machine made the previous two flame and one plasma machine surplus to requirements, reducing the required floor area and drastically improving efficiency and workflow. Referring to the savings, Mr Morley says: “Anybody wishing to not only survive but thrive in the UK manufacturing sector must have efficiency at the forefront of their minds and prior to the arrival of the Kerf RUR4500, we had to run a late shift and a night shift. The Kerf machine cell instantly eradicated the need for extra shifts and we now only work a day shift. This is because each of the three previous machines required loading, material processing, unloading the steel sheets that could be up to 12m long and then cutting the sheet remnants into smaller sized quantities for scrap disposal. This would be very labour intensive and all happening when the machine was not cutting. Our crane operator would be feeding three machines with material instead of just one.”
The arrival of the Kerf RUR4500 machine made the previous two flame and one plasma machine surplus to requirements, reducing the required floor area and drastically improving efficiency and workflow. Referring to the savings, Mr Morley says: “Anybody wishing to not only survive but thrive in the UK manufacturing sector must have efficiency at the forefront of their minds and prior to the arrival of the Kerf RUR4500, we had to run a late shift and a night shift. The Kerf machine cell instantly eradicated the need for extra shifts and we now only work a day shift. This is because each of the three previous machines required loading, material processing, unloading the steel sheets that could be up to 12m long and then cutting the sheet remnants into smaller sized quantities for scrap disposal. This would be very labour intensive and all happening when the machine was not cutting. Our crane operator would be feeding three machines with material instead of just one.”
“Now, we have four people running the three machines within the Kerf RUR4500 cell. There are operators running each of the two flame cutting gantries and another operator on the plasma machine. Feeding the Kerf machine is a crane operator that organises and sorts material flow as well as ensuring the three machines are always loaded with material and he also removes the plate remnants. This workflow configuration has reduced our processing times by at least 50%.”
 “The 50%-time saving is credit to having the ability to pendulum load and process our workflow. This means we can cut steel plates on the extremely large bed and whilst this process is ongoing, the crane operator can load the next plate. So, as soon as the machine has cut one plate, it can move on to the next. This eliminates non-cutting times and slashes set up times. During cutting times, the crane operator is constantly loading and unloading plates to ensure all three stations are constantly running. As the new Kerf plasma head is running on a 12m bed compared to the previous 6m bed, the benefits of pendulum loading, and unloading are particularly pertinent on this station.”
“The 50%-time saving is credit to having the ability to pendulum load and process our workflow. This means we can cut steel plates on the extremely large bed and whilst this process is ongoing, the crane operator can load the next plate. So, as soon as the machine has cut one plate, it can move on to the next. This eliminates non-cutting times and slashes set up times. During cutting times, the crane operator is constantly loading and unloading plates to ensure all three stations are constantly running. As the new Kerf plasma head is running on a 12m bed compared to the previous 6m bed, the benefits of pendulum loading, and unloading are particularly pertinent on this station.”
The typical lead times at P.P. Profiles (West Yorkshire) Ltd are 3 to 5 days. However, the Kerf installation has eliminated bottlenecks, improved workflow and scheduling and given the company the facility to react much faster to customer demands. On top of this, the ability to service sectors where rush jobs and breakdowns are frequent is crucial to PP Profiles, so having machinery that hinders this is not an option.
 Quality Installation
Quality Installation
When asked why the company opted for a machine from Kerf, Mr Morley continued: “Machine uptime and service are critical to our business. We bought a Kerf waterjet machine over 10 years ago and the support has been outstanding. We have machines from several suppliers and the service from Kerf is something that any company could learn from. If we ever have an issue, Kerf will get an engineer out straight away and the problem is always resolved in less than 24 hours. What is equally impressive is the customer care, Kerf will regularly call us or pop-in to check everything is running smoothly – its just excellent service and customer care.”
The importance placed on service cannot be over-emphasised, as Mr Morley continues: “Our previous machines were frequently breaking down and regularly disrupting production. This was a key reason for the new acquisition. The core reason for selecting Kerf was not only down to the machine capability, but also our positive experiences of reliability, consumable supply and of course the confidence in their service support.”
As well as previously experiencing frequent breakdowns, the other reason for investing in the Kerf machine was quality and consistency. “We found with our old flame cutting machines that dimensions were susceptible to drifting during cutting and this could lead to re-working and scrap parts. Whilst the Kerf flame machines can cut beyond 300mm thick material, we are generally cutting up to 150mm plate and at these dimensions, drift was possible in all axes. The Kerf RUR4500 has eliminated this issue. Precision is guaranteed, the cut quality is far superior, and this is all driven by the Burny 10LCD control, which is very easy to use and programme. Furthermore, the 7.5bar pressure through the cutting nozzles is making the machine 20% faster than its predecessors.
The Burny 10LCD Plus CNC control unit is on each of the three cutting stations to provide flexibility and familiarity for operators. However, with a Windows embedded operating system, ease of use and familiarity with precise and repeatable motion control are guaranteed.
Continuing the endorsement of the operator friendliness and ease of use, Mr Morley refers to the Kerf plasma unit that is powered by the Lincoln Electric Spirit II 400amp machine with UltraSharp cutting technology: “The whole machine has an ingenious ‘plate alignment’ feature that identifies the corners of the steel plate as datum points and then uses these points to automatically adjust the cutting path via the Burny CNC platform to eliminate the need for perfect alignment. What this means is that our crane and machine operator no longer have to perfectly align plates and sheets on the machine bed prior to cutting. This gives us another considerable saving with regards to set-up times and the reduction of non-cutting time. We are cutting 12m long plates up to 40mm thick on this machine, so continuous re-alignment can be a very time-consuming process.”
In conclusion, Mr Morley states: “The Kerf RUR4500 has delivered everything we wanted and more. It has streamlined our workflow, reduced labour requirements, improved machine utilisation and uptime by 50% and it has improved productivity by over 20%. Additionally, we have a reliable, well supported machine that is very accurate with the UltraSharp cutting technology; and that gives us confidence to take on any future challenges.”
 http://www.kerfdevelopments.com
http://www.kerfdevelopments.com



