
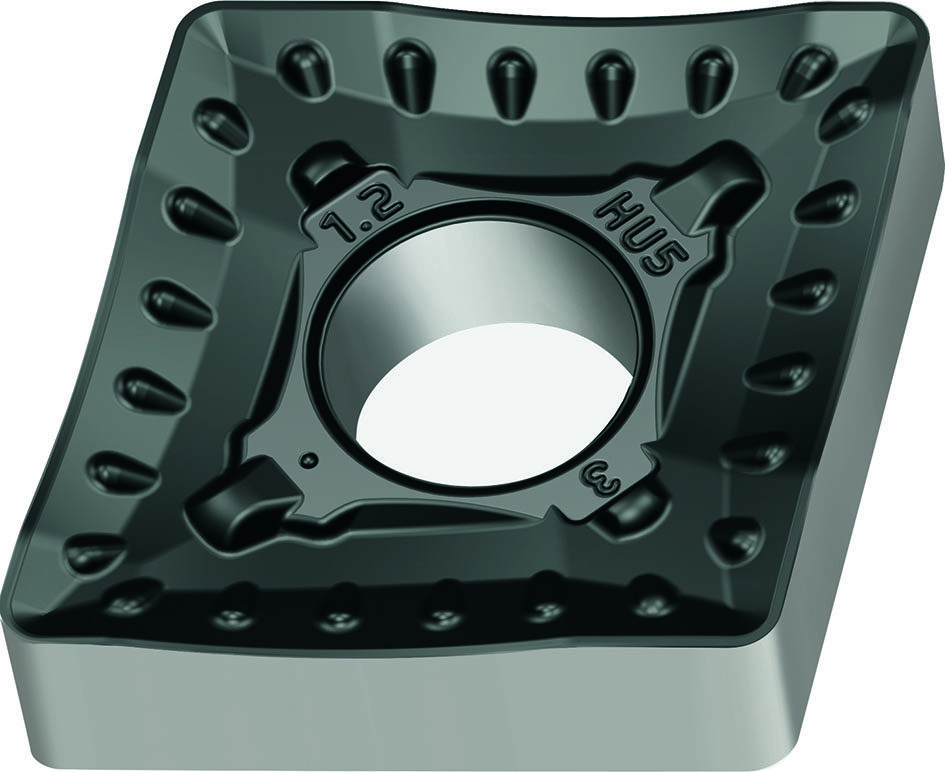
With its new single-sided Tiger.tec Silver indexable inserts with HU5 geometry specially developed for the heavy roughing of stainless steels and high-temperature alloys in the ISO M and S groups, tooling expert Walter GB says that because the inserts have a larger contact surface to the tool holder and therefore increased stability (than double-sided inserts), the user gains a number of advantages:
[] Greater cutting depths;
[] Higher feed rates at low cutting forces – thanks to the curved cutting edge and deep chip breaker groove, which consequently reduce machining temperature;
[] Improved metal removal – in one test, 18.36 litres/hour instead of 10.71 litres/hour; and
[] Increased tool life of up to 75 per cent – courtesy of the variable rake angle in the area of the corner radius, which permits soft chip reforming.
The main cutting edge, which is protected by a negative chamfer, prevents fractures when machining hard edge zones and optimises the performance on, for example, forged parts. Machining of components needing interrupted cuts and other demanding operations are equally viable. Customers machining materials such as AISI 316, Inconel 718 and titanium, in particular, will gain particular rewards.
Available in the standard basic shapes of CNMM, DNMM and SNMM, the HU5 geometry means Walter now offers 12 geometries in six grades, as well as tools with precision cooling and ceramic or CBN inserts for the ISO M and S workpieces.




