
Weld Backing Tape® is a common material used where manual welding cannot control the weld root profile sufficiently, or when an automatic weld process is unable to reach satisfactory speeds while still obtaining satisfactory underbeads.
Ceramic Fibre is in use within the Welding Community, which has a melting point of 1,800ºC, causing concern when temperatures during TIG welding can reach up to 6,000ºC. A superior alternative to such material is Glass Fibre, which has no true melting point.
Weld Purging Experts Huntingdon Fusion Techniques HFT® have a Range of Glass Fibre Weld Backing Tape®, which can support the highest of temperatures.
Ron Sewell, Chairman for HFT® said: “A cost-effective way to provide support for molten metal below a weld joint, is to use Weld Backing Tape®. Our Backing Tape is able to support all welding currents from 80 amps, up to as high as 600 amps, giving welders and welding engineers the support to produce perfect weld underbeads.”
HFT® Weld Backing Tape® is a glass fibre weld backing system that supports and protects the weld root from oxidation. It will trap the inert gas from the weld torch to hold the gas surrounding the weld pool, effectively providing a back purge facility. HFT® manufactures four grades of Weld Backing Tape® for use up to 80, 160, 240 or 600 Amps.”
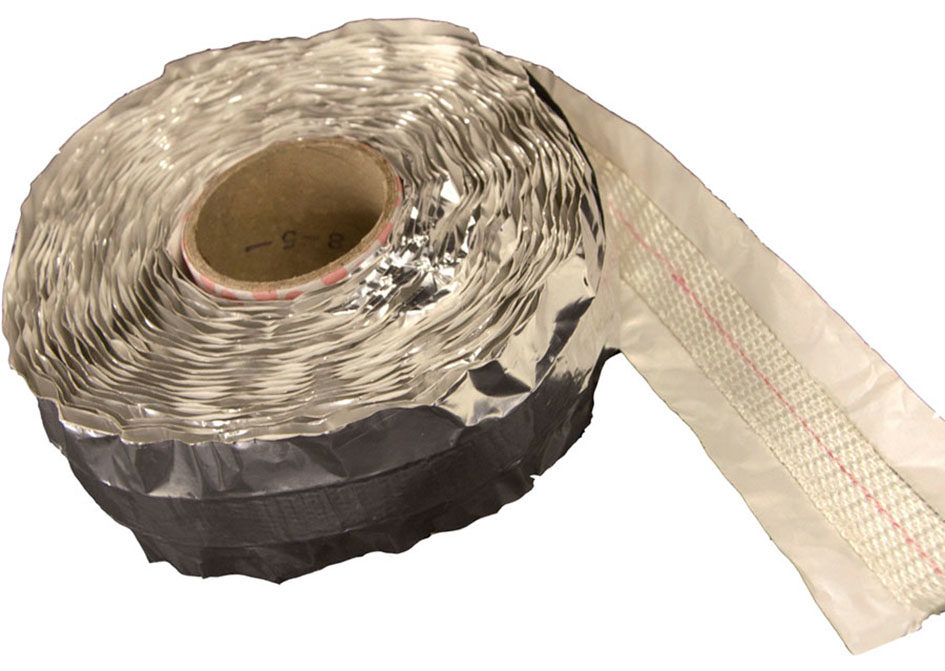
Each tape comprises a 3″ (75mm) wide aluminium adhesive tape, in the centre of which is a 1″ (25mm) wide band of woven glass fibre matting running down the centre. The glass fibre matting has differing thicknesses to match the welding current in use.
Once the tape is positioned with the glass fibre matting under the centre of the weld joint, the welders can start their arc. The welding torch argon flow has plenty of space to move between the pores of the matting, which allows the welding arc to stabilise and start forming the weld root.
Using Backing Tape® it is possible to weld with MIG, TIG (GTAW) or Plasma (PAW) techniques for the joining of all weldable metals without change to the chemistry or metallurgy of the weld.




