
Recognised as a high-end manufacturer of medium to high volume CNC machined components, CNF Precision Engineering has recently purchased two seats of hyperMILL CAM software from OPEN MIND Technologies to support its two new Matsuura 5-axis machining centres. The new machines were strategically purchased for prototype and development work with the aim of taking new prototype customers through the pipeline to longer term high volume production business.
The arrival of the 32 pallet Matsuura MAM72-35V in 2015 and the recent arrival of the MX520 identified the need to upgrade existing CAM software to a more capable solution. Unfortunately a leading CAM supplier that had provided software to Aylesbury based CNF for over a decade could no longer meet the demands of the company. Doing extensive research and conducting numerous trials, the company soon arrived at the conclusion that hyperMILL from OPEN MIND was the most comprehensive solution.

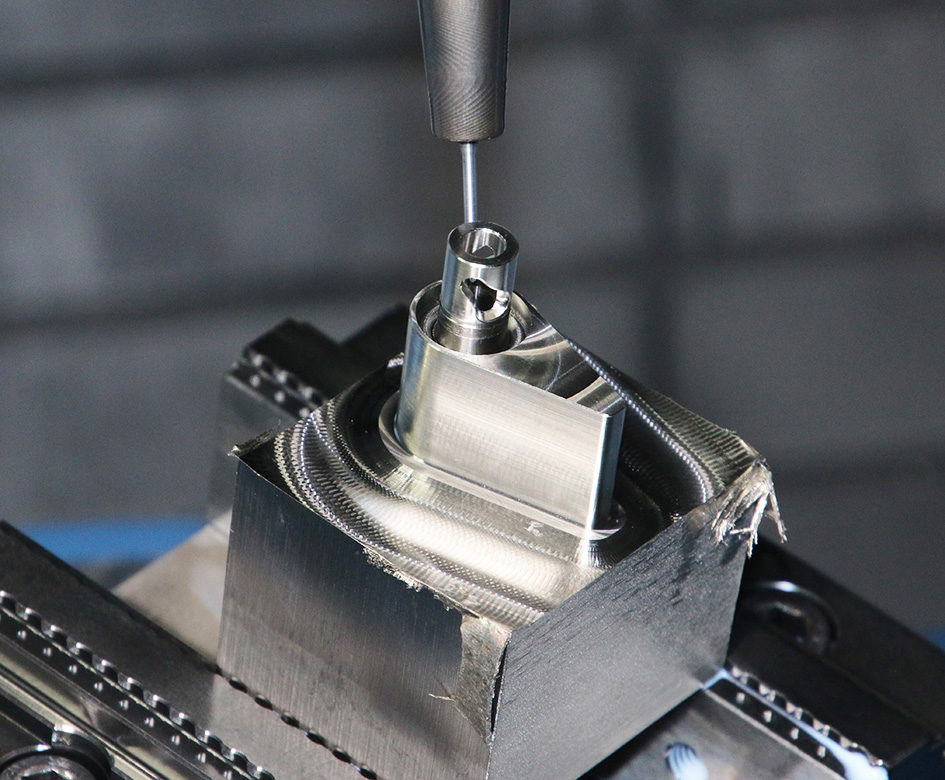
Automotive Test Rig Part Programmed on hyperMILL
As a company operating 24hours a day and 7 days a week with a workload that is 75% volume production and 25% prototype and small run work for the aerospace, medical, scientific, electronics and automotive sectors with parts primarily machined from steel, stainless and aluminium; the benefits of hyperMILL have been staggering.
Commenting on the purchasing decision, CNF Precision’s Managing Director, Mr Neil Fearnley says: “We looked at upgrading our software with the previous CAM supplier but licensing issues, costs and limited 5-axis cycles made us investigate CAM packages more extensively. It was one of the best things we’ve done as a business; hyperMILL has been outstanding for our business. During the demo and early implementation stages, we quickly recognised that hyperMILL allowed us to easily manipulate tool paths and extract geometries, it was faster to program through its comprehensive 5-axis and purpose built cycles and the collision avoidance is outstanding. We also recognised that the technical support was excellent and as a new user with an ‘around the clock’ production environment, this was very reassuring.”
CNF bought its first hyperMILL seat in October 2015 and a second seat followed just before Christmas, in time for the delivery of the new Matsuura MX520. Ramping up its programming capabilities, CNF now has two complete seats of hyperMILL with three programmers. The productivity, capability and turnover at CNF have all grown considerably with its ongoing investment in new multi-pallet machine tools. Demonstrating the recent growth at the company and how hyperMILL has contributed, Production Manager Mr Mark Baron says: “I used to spend 25 hours a week programming 2-4 complex jobs each week, using hyperMILL I now spend a similar amount of time programming, but I get through up to 10 programs a week. As a department, we can program over 30 complex jobs a week. This would have been impossible without hyperMILL. When we initially started with hyperMILL our programming times were instantly 20-30% faster, this is now more like 60% and as we continually become more proficient with the strategies, we’ll get even faster programming times.”

Prosthetic Limb being set-up on 5-axis machining centre
Strategies for Success
The improved programming times have been attributed to strategies such as 3D arbitrary stock roughing that has reduced programming times for roughing operations from 1-2 hours to less than 20 minutes in most instances. The ability to manipulate tool step-over with this cycle has also reduced machining times by 20-30%. Additionally, the 3D chamfer cycle recognises the shape of the part and contours the component with a chamfer tool with complete collision avoidance and this has also drastically reduced programming times when finishing parts.
MAXXimum Cost Reductions with Roughing Strategy
The roughing module of the hyperMILL MAXX Machining performance package has been well publicised for its potential savings and CNF can certainly testify to the benefits. CNF has a throughput from 3500 to 6000 milled parts each month and over 50% of these components require rough machining. Its here that roughing strategies of hyperMILL MAXX Machining are making a huge difference. As Mr Baron continues: “We used to use a lot of indexable cutting tools such as 20mm diameter end mills but the depth of cut and percentage step-over are both limited by the insert dimensions. We’ve applied the roughing strategy with solid carbide end mills and we can run the tool at a 20% step over rate with a full flute depth of cut that is often 50 to 80mm. The material removal rate is absolutely staggering. Added to this, we used to run our indexable tools at an 800mm/min feed rate, we are now running at 4 to 6m/min with solid carbide tools. That is up to seven times faster in many instances.”
The result is that roughing cycles on steels and hard materials have been slashed by 80 to 90%, reducing overall cycle times and improving productivity by an average of 40-60% on many components. Despite the massive increase in material removal rates, CNF is witnessing huge tool life savings by moving to solid carbide tools and the innovative roughing strategies of the hyperMILL MAXX Machining power package. Many of the solid carbide end mills from ITC are retained in the tool carousels of the multi-pallet Matsuura’s for anything from 3 to 12 months. “Our tool life has increased by 100 to 140% since implementing solid carbide tools with 5-axis machining strategies. On the contrary to common thinking that harder and faster machining would increase the load on the machines, our spindle load has reduced significantly. We have moved from small depth of cut machining at 18,000rpm with indexable tools to 8000 to 10,000rpm spindle speeds with full depth machining. This has seen the spindle load fall by over 20% as we are running at the optimal torque levels.”
Protoype Switch Manufactured on MAM72 & programmed with hyperMILL
Machining parts of such high complexity on high-end machine tools like CNF’s two 15 pallet H-Plus300 Matsuura machining centres and the 32 pallet MAM72-35V, collision detection and avoidance is a necessity. As Mr Mark Baron says: “The Matsuura machines and hyperMILL work in perfect synergy, so we have a complete model of the machine tools within hyperMILL. By having the trunnion tables, workholding jigs and fixtures, spindle, tools, probes and tool holders all set-up in hyperMILL, we have complete confidence in the comprehensive collision avoidance system.”
Concluding upon the implementation of OPEN MIND’s hyperMILL Mr Fearnley says: “hyperMILL is without doubt one of the best things we have ever bought for our business. As our throughput has increased with our machine tool investments, it’s difficult to see how we would have kept pace without OPEN MIND. hyperMILL is fast and easy to program and the strategies are very comprehensive and user focused. This has slashed our programming times in the office whilst the machining strategies have transformed production and our machining mindset on our shop floor. The cycle time savings have noticeably reduced lead-times and streamlined production whereas the tool life improvements are certainly giving us tool consumption savings and the subsequent financial benefits.”



