
The family-run business, Steinel Normalien AG, specialist and system provider in the stamping and forming industry, imposes the most rigorous requirements on manufacturing, in terms of accuracy. In the course of permanent process optimizations, thanks to a new machine concept, and through the selection of suitable clamping devices, Steinel was able to significantly reduce its set-up and throughput times. The company was not as flexible as desired with the existing large effort involved in change-over from the jaw chuck to other clamping devices. But those times are gone for good. With the new turning and milling center, the new clamping devices from Hainbuch, and a well-thought-out turning concept, manufacturing flexibility has been increased significantly. Now a wide variety of parts can be machined and work steps can be omitted. Thanks to the new concept, systematically planned by Steinel, it was possible to replace three machines to only one machine.
It all started by a routine visit
For the two men responsible for the project, Michael Tresselt, head of process development and James Hepfer, shift supervisor of the turning shop, it was about time to rethink the entire machine concept. The idea was to replace the previous lathe and two other machines. The two were on one page with the new machine and the clamping devices. »With the new turning concept we wanted to achieve high flexibility and an optimization of the set-up procedure. Together with the machine manufacturer, we developed the turning strategy. Our choice turned out to be a turning and milling center, and in order to quickly change the clamping devices, suitable quick change-over systems were required. Therefore, we carefully examined several system suppliers and their clamping solutions«. Since Thomas Helfer, a sales representative of Hainbuch dropped in at Steinel for a routine visit. Both men are very satisfied with the clamping devices and clamping heads from Hainbuch, which were already in use at Steinel. But until now a larger project had not yet been realized together. However, in this case a significant investment was involved and Tresselt and Hepfer were not convinced 100 percent of the solutions they had previously seen.
Competition was narrowed down to two suppliers
Tresselt reports: »We then prepared an evaluation matrix of the quick change-over systems on the market. After a more precise test, Hainbuch’s flexible and highly accurate clamping devices convinced us.« In particular Hainbuch scored high with its insensitivity to contamination and repeatability. Hepfer explains the difference of the two change-over systems: »With Hainbuch’s competitor, the system works via pull, with Hainbuch’s system you do indeed have to turn screws, but therefore the clamping device is more accurate and rigid. There are only six screws and they only must be loosened slightly, that’s why the procedure takes almost no time. The competing product has problems with its contamination-sensitivity. Even if tiny dust particles get in the system, the accuracy and rigidity suffer. The Centrotex interface from Hainbuch completely convinced us.« Tresselt adds: »For change-over accuracy Hainbuch specifies two µm and the competition specifies one hundredth. This is absolutely important for us. With our workpieces we have strict parameters that we must keep. When it comes to quality, whether standard products or customized solutions, we keep our high level. We guarantee premium products with the highest quality. Moreover, with Hainbuch we get everything from a single source. With the Centrotex quick change-over system on the main and sub spindle, in combination with the hexagonal Toplus chuck size 100 and a size 260 jaw chuck, we are extremely flexible and everything is interchangeable.«
New problem – Hainbuch solves it
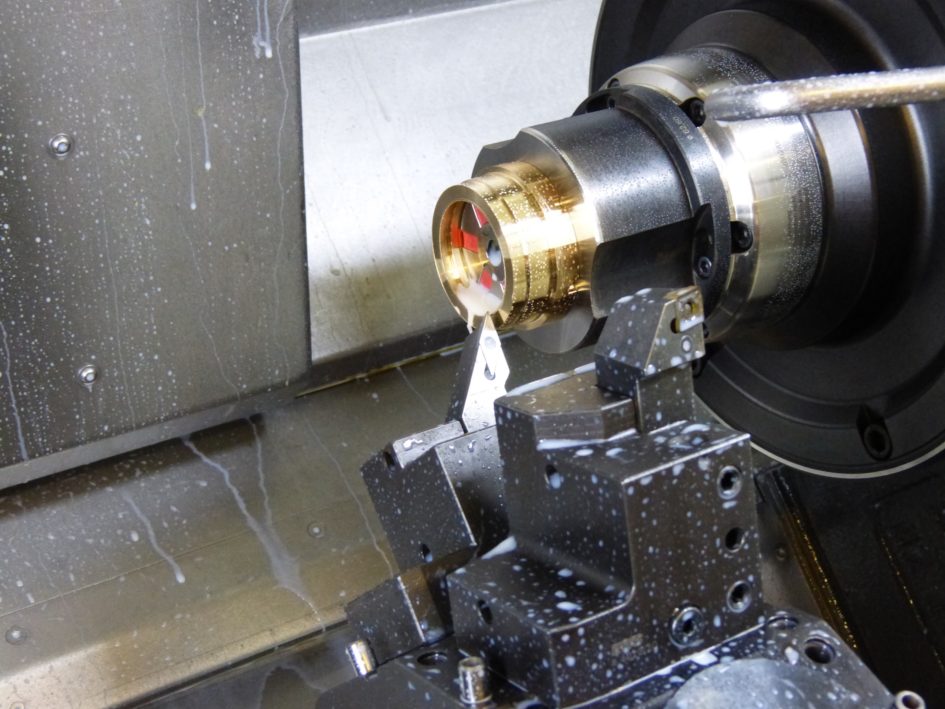
By this time, the right clamping devices had indeed been found for the manufacturing of high-precision and durable guides, as well as pneumatic springs. But in addition cubic cast parts with an interrupted cut should also be manufactured on the new machine. These had been complexly manufactured on the two other machines with a jaw chuck process. Hepfer recalls: »First the parts were turned and then milled. This means setting up two times. Hainbuch recommend a mandrel for this clamping situation. We gave Hainbuch a sample part for a turning trial.« Tresselt states: »We were not sure whether with the Mando mandrel the workpiece would deliver on what Hainbuch had promised. But we were surprised at how tightly, rigidly and accurately the mandrel performed. We save ourselves one operation, as well as the change-over time. This significantly shortens the through-put time, and parts can also be machined very easy thanks to the minimal interference contour of the mandrel. We like the Mando system a lot, and now we are even considering what other workpieces we can clamp with the mandrel.«
Small lot sizes – many change-overs – big savings
Steinel places a high priority on flexibility. That makes sense, because the lot sizes for the standard cast parts and for the pneumatic springs are small. However, with the new concept, Steinel wants to further reduce lot sizes in order to respond even more effectively and with greater flexibility to customer requests. Tresselt says: »When the new programs run optimally on the machine and the employees get into their routine and have a certain level of assurance, we will reduce the lot sizes. Today, with the new clamping devices, we are already saving 60 minutes. There is still some space to improve, but as everyone knows practice makes perfect. For our employees, the handling with the new clamping devices works perfect. We have also purchased the compatible Monteq changing fixture and two storage containers, so that everything is cleaned up and on hand for the employees«. And to top it all off, there was also a training course devoted to optimal set-up processes. Tresselt comments: »The training courses at Hainbuch are really great, the employees always return with wonderful ideas, and immediately put what they have learned into practice.«
Processes shortened, flexibility increased – with a new machine and clamping device concept
The family-run business, Steinel Normalien AG, specialist and system provider in the stamping and forming industry, imposes the most rigorous requirements on manufacturing, in terms of accuracy. In the course of permanent process optimizations, thanks to a new machine concept, and through the selection of suitable clamping devices, Steinel was able to significantly reduce its set-up and throughput times. The company was not as flexible as desired with the existing large effort involved in change-over from the jaw chuck to other clamping devices. But those times are gone for good. With the new turning and milling center, the new clamping devices from Hainbuch, and a well-thought-out turning concept, manufacturing flexibility has been increased significantly. Now a wide variety of parts can be machined and work steps can be omitted. Thanks to the new concept, systematically planned by Steinel, it was possible to replace three machines to only one machine.
It all started by a routine visit
For the two men responsible for the project, Michael Tresselt, head of process development and James Hepfer, shift supervisor of the turning shop, it was about time to rethink the entire machine concept. The idea was to replace the previous lathe and two other machines. The two were on one page with the new machine and the clamping devices. »With the new turning concept we wanted to achieve high flexibility and an optimization of the set-up procedure. Together with the machine manufacturer, we developed the turning strategy. Our choice turned out to be a turning and milling center, and in order to quickly change the clamping devices, suitable quick change-over systems were required. Therefore, we carefully examined several system suppliers and their clamping solutions«. Since Thomas Helfer, a sales representative of Hainbuch dropped in at Steinel for a routine visit. Both men are very satisfied with the clamping devices and clamping heads from Hainbuch, which were already in use at Steinel. But until now a larger project had not yet been realized together. However, in this case a significant investment was involved and Tresselt and Hepfer were not convinced 100 percent of the solutions they had previously seen.
Competition was narrowed down to two suppliers
Tresselt reports: »We then prepared an evaluation matrix of the quick change-over systems on the market. After a more precise test, Hainbuch’s flexible and highly accurate clamping devices convinced us.« In particular Hainbuch scored high with its insensitivity to contamination and repeatability. Hepfer explains the difference of the two change-over systems: »With Hainbuch’s competitor, the system works via pull, with Hainbuch’s system you do indeed have to turn screws, but therefore the clamping device is more accurate and rigid. There are only six screws and they only must be loosened slightly, that’s why the procedure takes almost no time. The competing product has problems with its contamination-sensitivity. Even if tiny dust particles get in the system, the accuracy and rigidity suffer. The Centrotex interface from Hainbuch completely convinced us.« Tresselt adds: »For change-over accuracy Hainbuch specifies two µm and the competition specifies one hundredth. This is absolutely important for us. With our workpieces we have strict parameters that we must keep. When it comes to quality, whether standard products or customized solutions, we keep our high level. We guarantee premium products with the highest quality. Moreover, with Hainbuch we get everything from a single source. With the Centrotex quick change-over system on the main and sub spindle, in combination with the hexagonal Toplus chuck size 100 and a size 260 jaw chuck, we are extremely flexible and everything is interchangeable.«
New problem – Hainbuch solves it
By this time, the right clamping devices had indeed been found for the manufacturing of high-precision and durable guides, as well as pneumatic springs. But in addition cubic cast parts with an interrupted cut should also be manufactured on the new machine. These had been complexly manufactured on the two other machines with a jaw chuck process. Hepfer recalls: »First the parts were turned and then milled. This means setting up two times. Hainbuch recommend a mandrel for this clamping situation. We gave Hainbuch a sample part for a turning trial.« Tresselt states: »We were not sure whether with the Mando mandrel the workpiece would deliver on what Hainbuch had promised. But we were surprised at how tightly, rigidly and accurately the mandrel performed. We save ourselves one operation, as well as the change-over time. This significantly shortens the through-put time, and parts can also be machined very easy thanks to the minimal interference contour of the mandrel. We like the Mando system a lot, and now we are even considering what other workpieces we can clamp with the mandrel.«
Small lot sizes – many change-overs – big savings
Steinel places a high priority on flexibility. That makes sense, because the lot sizes for the standard cast parts and for the pneumatic springs are small. However, with the new concept, Steinel wants to further reduce lot sizes in order to respond even more effectively and with greater flexibility to customer requests. Tresselt says: »When the new programs run optimally on the machine and the employees get into their routine and have a certain level of assurance, we will reduce the lot sizes. Today, with the new clamping devices, we are already saving 60 minutes. There is still some space to improve, but as everyone knows practice makes perfect. For our employees, the handling with the new clamping devices works perfect. We have also purchased the compatible Monteq changing fixture and two storage containers, so that everything is cleaned up and on hand for the employees«. And to top it all off, there was also a training course devoted to optimal set-up processes. Tresselt comments: »The training courses at Hainbuch are really great, the employees always return with wonderful ideas, and immediately put what they have learned into practice.«
Service is the highest priority
For Tresselt, in addition to all the savings and advantages associated with the clamping devices, what is most important is the outstanding support from Thomas Helfer. »If we have a problem, we can count on Hainbuch. Moreover, Hainbuch provides us with free parts, so we can run our trials. This cannot be taken for granted. Before we decide and order, we like to check and test everything. Therefore, we are re-ordering the same clamping devices from Hainbuch for two other machines with bar loaders, so we can swap out over all three machines« notes Tresselt.
Company portrait
The brand Steinel represents a family-run company in Villingen-Schwenningen with a rich tradition. Steinel Normalien AG was founded in 1925 by Bernhard Steinel. Today Steinel has approximately 150 employees and offers 25,000 different stock items and catalog products. As well as tool manufacturing in the progressive composite technology and Bihler technology. Steinel pneumatic springs and composite systems are highly durable alternatives to conventional system springs in the punching and bending tool area. They are extremely durable and deliver incredibly high forces in a minimal space. In addition to a broad standard assortment, Steinel also offers customized adapted products, as the only producing manufacturer in Germany.
Service is the highest priority
For Tresselt, in addition to all the savings and advantages associated with the clamping devices, what is most important is the outstanding support from Thomas Helfer. »If we have a problem, we can count on Hainbuch. Moreover, Hainbuch provides us with free parts, so we can run our trials. This cannot be taken for granted. Before we decide and order, we like to check and test everything. Therefore, we are re-ordering the same clamping devices from Hainbuch for two other machines with bar loaders, so we can swap out over all three machines« notes Tresselt.
Company portrait
The brand Steinel represents a family-run company in Villingen-Schwenningen with a rich tradition. Steinel Normalien AG was founded in 1925 by Bernhard Steinel. Today Steinel has approximately 150 employees and offers 25,000 different stock items and catalog products. As well as tool manufacturing in the progressive composite technology and Bihler technology. Steinel pneumatic springs and composite systems are highly durable alternatives to conventional system springs in the punching and bending tool area. They are extremely durable and deliver incredibly high forces in a minimal space. In addition to a broad standard assortment, Steinel also offers customized adapted products, as the only producing manufacturer in Germany.




