

It is only within the last five years that Nuneaton-based subcontractor Oaston Engineering, which specialises in work for the aerospace and biotechnology industries, has embraced sliding-head turning, although it has used numerous fixed-head lathes since the company was formed in 1988. July 2018 saw the arrival of the firm’s first sliding-head lathe, a 20 mm bar capacity Cincom L20-VIIILFV from Citizen Machinery UK. It was followed in October 2022 by a second, larger model, a 32 mm capacity Cincom L32-VIIILFV.
Oaston Engineering’s managing director Sean McCarthy commented, “We were always led to believe that sliding-head lathe operation was a dark art and that you need to produce large batch quantities, say 50,000, to justify setting them for a new run. We had been looking at the technology since MACH 2008 and a decade later, when the Cincom L20 was delivered, we discovered the myths were untrue.”
He found that setting the machines was quick and so also was programming using Citizen’s Alkart CNC Wizard. It has a built-in library for machining processes to reduce the amount of time spent typing in G and M codes, together with internal reference material and diagrams to guide the programmer. The subcontractor’s setter / operators also frequently refer to the machine manual, which McCarthy describes as excellent. In the first few weeks, Citizen’s applications team provided help with preparation of the initial programs.
The ease and speed with which the lathe could be prepared for the next production run meant that batch sizes of as low as 200 are economical to machine. As it happens, though, the quantities the company is being asked to produce are steadily rising. One example is a contract to mill nuts and olives for an aircraft de-icing equipment manufacturer. In 2008, the typical annual quantities required were 2,000 and 5,000 respectively, whereas today they are five times higher. Both components are now machined on the L20, with typically parts for five months’ supply produced and consignment stocked to save repeated machine set-ups throughout the year.
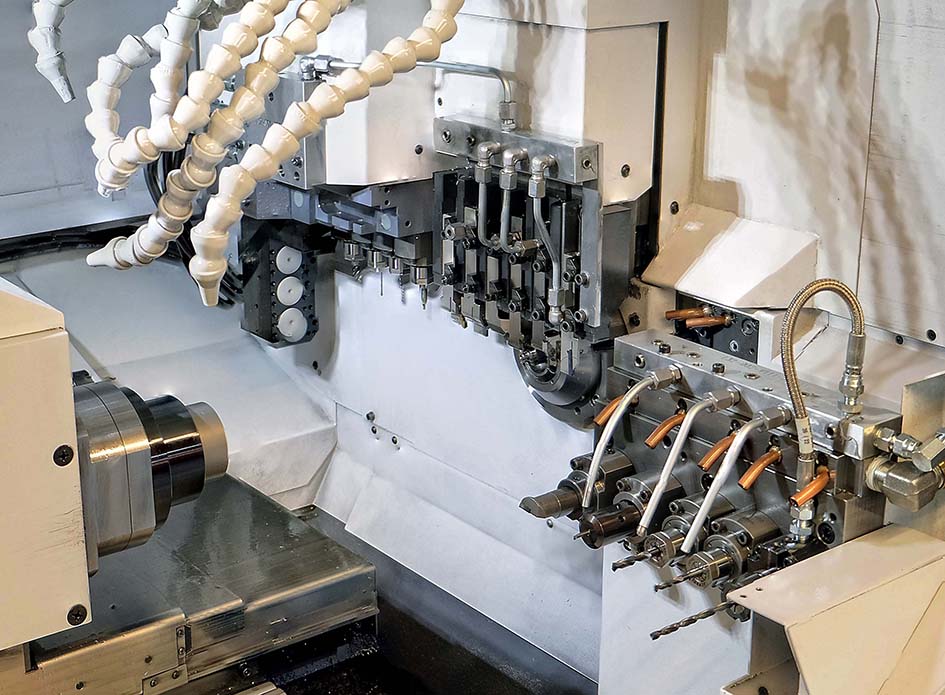
Machining area of the L32, which has 140-bar high-pressure coolant to allow trouble-free completion of difficult machining operations such as drilling of blind holes.
Mr McCarthy continued, “We have always known that continuous investment in modern plant is essential to remain competitive in a global marketplace and we invested £500,000 in new plant over a 12-month period alone in 2022 to 2023.
“We had a strong competitor in Poland vying for the de-icing equipment contract, but the efficiency with which the L20 produces the parts puts the business out of their reach.”
He added that when it came to selecting which make of slider to buy, they carefully reviewed different suppliers’ offerings. Two factors swayed the decision towards Citizen Machinery. One was the availability of the LFV (low frequency vibration) chipbreaking function in the Cincom control’s operating system. The other was the knowledgeable response to questions, evidenced by the Citizen sales engineer being able to provide all answers on the spot, rather than having to refer back to head office every time. As Oaston Engineering was new to sliding-head turning, this was a major advantage.
It was also notable that the machine supplier was the only one offering to deliver the lathe with a bar magazine that was two metres long, rather than the more standard three or four metres. This was also important to the subcontractor, as space is limited on the shop floor and there would not have been room for a longer bar feeder.
Of the work put onto the L20 since it was delivered, 95% has been to fulfil aerospace contracts. One of the first jobs was a 303 stainless steel inlet connector, which came off complete in one hit in 3.5 minutes. Previously, four separate operations were needed. The part had to be turned on a lathe in a 3.5-minute cycle, transferred to another lathe for a second, 3-minute turning operation, undergo a 2-minute manual operation and then have a hole drilled on a milling machine, taking 1.5 minutes. Transfer between each stage took about 30 seconds.
The overall floor-to-floor time was 11 minutes 30 seconds, more than three times longer than on the slider with its very quick gang toolpost motions. The new process route allows a considerable saving to be made in the cost of production and the parts are perfect due to the absence of tolerance build-up through having to repeatedly clamp them. It enables the subcontractor not just to hold the price of the component to the customer, but to actually lower it by 5%. As is commonly known, cost-down is a widely sought throughout the aerospace industry.
According to night shift supervisor John Shirley, a substantial further saving is made in the cost of tools. Owing to the rigidity of the Cincom lathes and their use of neat oil rather than a water-based coolant, cutters tend to last a lot longer. For example, for the above job an HSS (high speed steel) twist drill only managed to complete 100 pieces before it dulled, whereas Mr Shirley finished a batch of 4,000 on the slider using the same tool and it was still sharp.
The LFV function is also proving valuable. It is used on most jobs to assist breaking stringy swarf into shorter chips, preventing entanglement around, and damage to, the tool and workpiece. LFV, which is switched on and off automatically within the program, is used sparingly as the microsecond periods of air-cutting due to the tool oscillation that creates the chipbreaking action also diminishes very slightly the metal removal rate. Nevertheless, its advantages far outweigh this small effect, especially when cutting oxygen-free copper, 316 stainless steel, aluminium (often 6082T6) and plastics including PEEK, all of which tend to generate bird’s nests of long swarf.

The stainless steel camshaft for an aircraft pump is pictured back centre, together with a range of other turn-milled parts produced on the two Cincoms at Oaston Engineering.
The Cincom L32 would have been purchased earlier had it not been for the pandemic; it was delivered by Citizen Machinery in July 2022. The subcontractor had a particular job in mind for it – the production of a light aircraft pump camshaft from 431S29, a martensitic stainless steel.
The component, which is produced from 1.25-inch bar, formerly needed seven separate operations: outside diameter turning and grooving; milling on a machining centre; two separate turning operations in offset fixtures to machine the cams to a dimensional tolerance of 0.07 mm; drilling a longitudinal bore on a machining centre; cross drilling a tooling hole in another operation; and off-site grinding of two spigots to within 0.015 mm.
The camshaft produced in this way required a total of 18 minutes 30 seconds of cutting time, plus inter-machine handling as well as 30 to 60 seconds for deburring and more time for inspection at each stage, all of which added up to several more minutes per component. Now, six of the operations are performed in one hit in less than 15 minutes on the Cincom before the part goes out for grinding. It had been hoped to complete the latter operation in-cycle as well, and indeed it was demonstrated that it is possible to turn the spigots to within 15 µm on the L32, but it is a tight limit that needs care to achieve and would have slowed production.
More than 20 jobs have already been through the L32, which is also fitted with a two-metre Iemca bar magazine and standardised to the use of 30 mm diameter stock to avoid having to change collets. Some work has been transferred from the L20, easing the pressure on that machine. The sliders operating in tandem provide security should one be out of operation. Mr McCarthy stresses, however, that neither Cincom has gone down since they were installed, which is a refreshing change from other lathes on site that are considerably less reliable.
Many components need hexagonal flats, but hex bar is never used as it would cause vibration and not be commensurate with producing accurate parts for aerospace and biotech. In any case, the driven tools on modern Cincoms are so powerful that milling of spanner flats is rapid. Oblique cross holes are required in that area of many components and to prevent the drill wandering, the milling is completed afterwards. Both Cincoms run continuously from 6.00 am on Monday to 1.00 pm on Friday, with night shifts always attended due to the nature of the work carried out.
The two sliding-head lathes not only hold the limits asked of them but are also highly productive, so much so that time has been freed up within the factory to begin assembly work for the first time. From November 2023, the body for the aircraft pump will be milled on one of Oaston Engineering’s 5-axis machining centres and assembled with five other mechanical parts produced on the shop floor, including the camshaft, before delivery to the customer. More such added-value contracts are expected in the future.





Leave a Reply