
Most engineering companies forming thin sheet metal material will rely on the capabilities of a CNC press brake, which in turn relies on the quality of the tooling. One of the leading UK manufacturers and suppliers of press brake tooling, Rolla-V, has been producing world class press break tools for more than three decades. Its production capability has recently been enhanced with the installation of an Excetek V400G CNC wire EDM machine.
Shortly after Kevin Marklew originally established his Halesowen, West Midlands-based precision engineering company to focus on producing high quality press brake tooling he had the opportunity to purchase the Patent for the company’s now world-renowned Rolla-V tools.
As he recalls: “A British inventor had designed the basis of the press brake tools operation, but we had to develop it so that it functioned correctly. Initially this was a slow process because the machine shop was busy making tools for customers around the world using Amada, Trumpf, Bystronic, Safan, LVD Adira, Durma and Bakal press brakes. We made a sample tool at the start of 1994, back then there was a bit of a development going on where the channel tunnel was being built.
“People were being injured or killed jumping out of trains and landing on the sharp edges of the side rail fabrications. The rail project director needed a round cap on the box section, which there was miles of. The company originally contracted to supply it had failed to deliver.
“The sample tool I had at the time was only small, but I knew if I made it bigger I could produce it in one hit. They didn’t believe it could be done, but I made a tool that produced the semi-circular cap required and the business grew even further.”
As the reputation for the ability of the Rolla-V press brake tooling spread through the various industry sectors the demand for it grew. The company developed it as part of its standard tooling range, so it is available in 500, 1,000 and 2,000 mm length runs which can be ganged together to form longer parts.
“The workload on the shopfloor to deliver the quantity of orders we were receiving was taking its toll,” explains Kevin Marklew. “We invested in a Mazak CNC machine, a grinder and most recently the Excetek wire cutting EDM machine to refine the product and make it better.”
With 17 highly skilled and experienced staff working flat-out to meet production demands the new wire eroder had to fit straight in. And, it did, as Kevin Marklew says: “To efficiently create the different length Rolla-V tooling sections we produce full length components, assemble them as a finished tool and then cut across the tool at required length. We had been doing this on a bandsaw. However, the finish was nowhere near the level we would want to present to customers so various manually intensive finishing operations had to be applied.”
Today, the long press brake tools are simply cut into the correct sectional length by the Excetek V400G CNC wire EDM machine. Providing comparative performance levels to Swiss and Japanese wire EDM machines, the Excetek V400G offers a major cost saving against any equivalent size machine tool. It has X and Y travels of 400 mm and 350 mm respectively, and can accommodate large workpieces up to 750 x 550 x 215 mm weighing up to 500 kg within a very compact footprint.
Like all the standard range of Excetek wire EDM machines the V400G feature a C-frame structure designed using FEA software to provide exceptional accuracy in the linear axes movements and to minimise any thermal influence with a honeycomb frame structure for rigidity and thermal stability. Also developed by Excetek, the automatic wire feed and threading system is produced in-house. Designed to provide continuous unmanned operation around-the-clock, the AWT offers the ability to thread the wire at the point of the breakage. An automated annealing system straightens the wire so that it can be threaded at the break point during machining with almost 100 per cent reliability and without the need to return to the start position. Submerged wire threading is possible, which removes the need to drain and refill the tank. A water jet assist system is available for automatic wire feeds on tall workpiece.
It also features Excetek’s latest corrosion-free electro discharge generator technology that improves cutting performance. While the cutting speed of every wire EDM machine is limited by the laws of physics and set by the thickness of the raw material being cut, it is a manufacturer’s corner control that defines its machine accuracy. Excetek’s software ensures the motion control and spark generator work together for the optimum power ramping and compensation dwell on corners, avoiding wire twist and reducing corner ‘washout’.
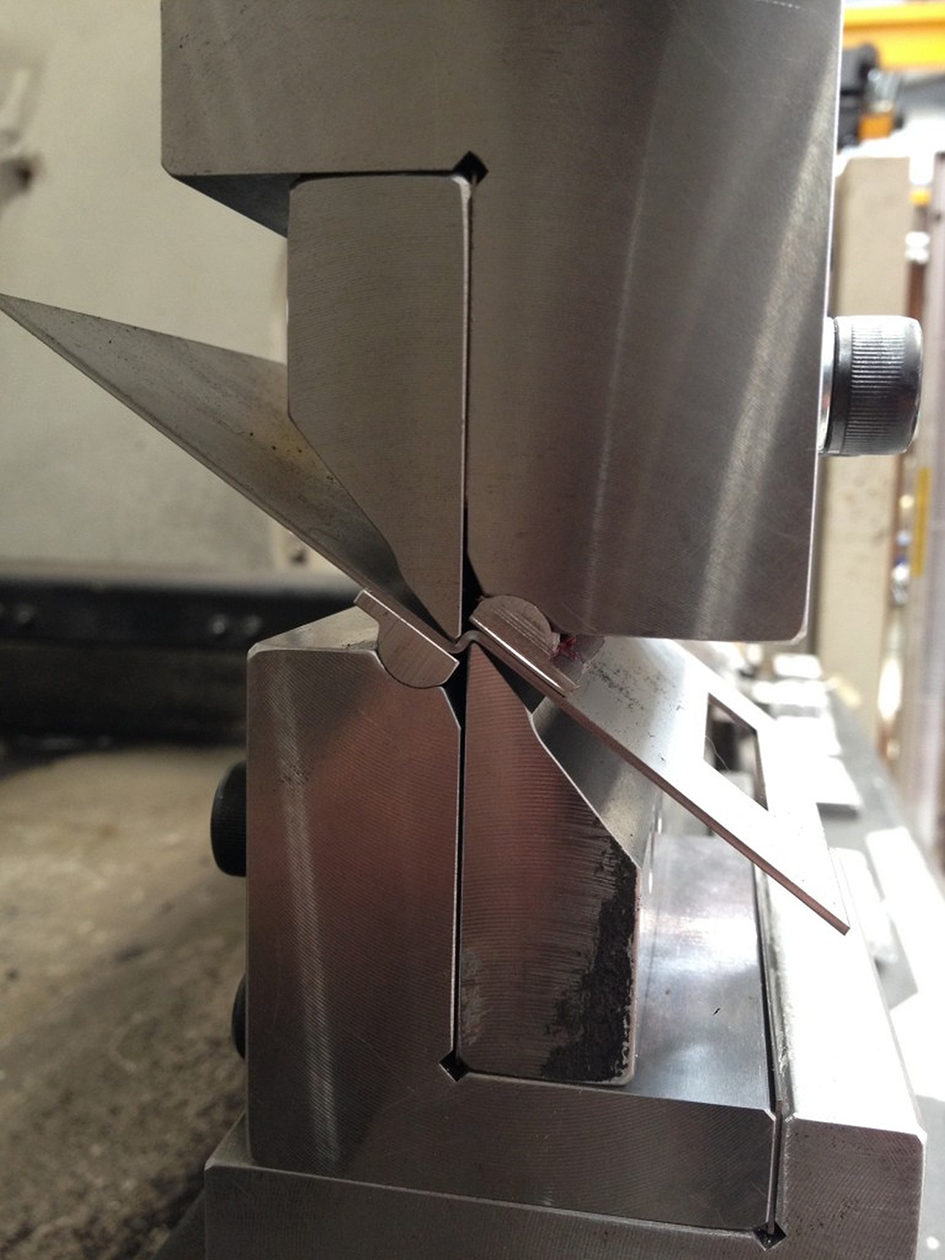
Rolla-V press brake tooling’s Patented technology allows the receiving part of the tool to rotate about a predetermined axis so the tool moves with the sheet material. There are numerous advantages from using Rolla-V tooling. These include a much tighter formed bend radius, typically half the radius achieved with conventional tooling; minimal material deformation which improves fatigue strength and allows bends to be formed much closer to any holes or other features without distortion. Also, as the rotation of the tool does not ‘drag’ the sheet material across its surface like a conventional forming process it means uncoated materials can be used without risk of marking.
“That final point is also important for material cross contamination,” states Kevin Marklew. “Customers don’t like using the same conventional tools on stainless steel as they do on ferrous steel or aluminium, because the tool can ‘pick up’ from one material and particles can be deposited in the next sheet.”
With the Excetek V400G running almost around-the-clock the company is ensuring that Rolla-V customers get their press brake tools on time, and that they can quickly take full advantage of the benefits of the technology and functionality they contain.




