
As one of the UK’s leading contract manufacturing businesses, Unicut Precision has built its reputation on rapid response to customer demands, on-time delivery and, its engineering expertise that over the term of a contract will see costs driven out of components. For it to deliver on its promises, it also relies on its suppliers to provide similar levels of service therefore, when faced with a new challenge Unicut turned to WNT (UK) which stepped in with a rapid response.
Unicut Precision has built its reputation on the back of its high quality turning capability, with its extensive selection of 27 multi-axis sliding and fixed-head CNC machines, producing batch sizes typically of 300-off and above. Customers come from a wide range of industry sectors, including pneumatics/hydraulic motion control, automotive, aerospace and electronics, with around 80 per cent of Unicut Precision’s business coming from OEMs. “Our philosophy is to work with our customers over the term of a contract to provide a value added/value engineering resource and provide cost-down benefits through our engineering experience. One example of this was a contract with a value of £4.8 million over four years, where we took 8 per cent out of the cost over the term. To achieve this we have a two-way street with customers and their commitment to us with longer, 12, 24, 36 month contracts is repaid by our willingness to invest in machines and people,” says Jason Nicholson, Managing Director, Unicut Precision.
Unicut typically invests £600,000 a year in new machine tools and, it was with this willingness to invest that saw Unicut step out of its comfort zone and purchase a Mazak i600 Variaxis five-axis machining centre, equipped with a pallet change system to support a contract for a prestige automotive manufacturer. While the components for this long-term contract are relatively small, the £500,000 machine was specified to provide Unicut Precision with options for future, larger, components to be machined. However, specifying a larger capacity machine highlighted the issue of tool reach on the small parts. In order to maintain short tool lengths a series of riser blocks were required and, these had to have the Zero Point locations on them to suit the existing WNT ZSG vices that were being used. After an initial discussion with WNT’s Technical Sales Engineer Duncan Slough, which involved a few sketches and an outline of what Unicut wanted to achieve, WNT developed working drawings. These were duly signed off by Unicut and the bespoke riser blocks were then machined at WNT’s Technical Centre in Sheffield by Tony Gale, one of WNT (UK)’s Project Sales Engineers; less than three weeks later the completed riser blocks were fitted to the machine’s pallets.
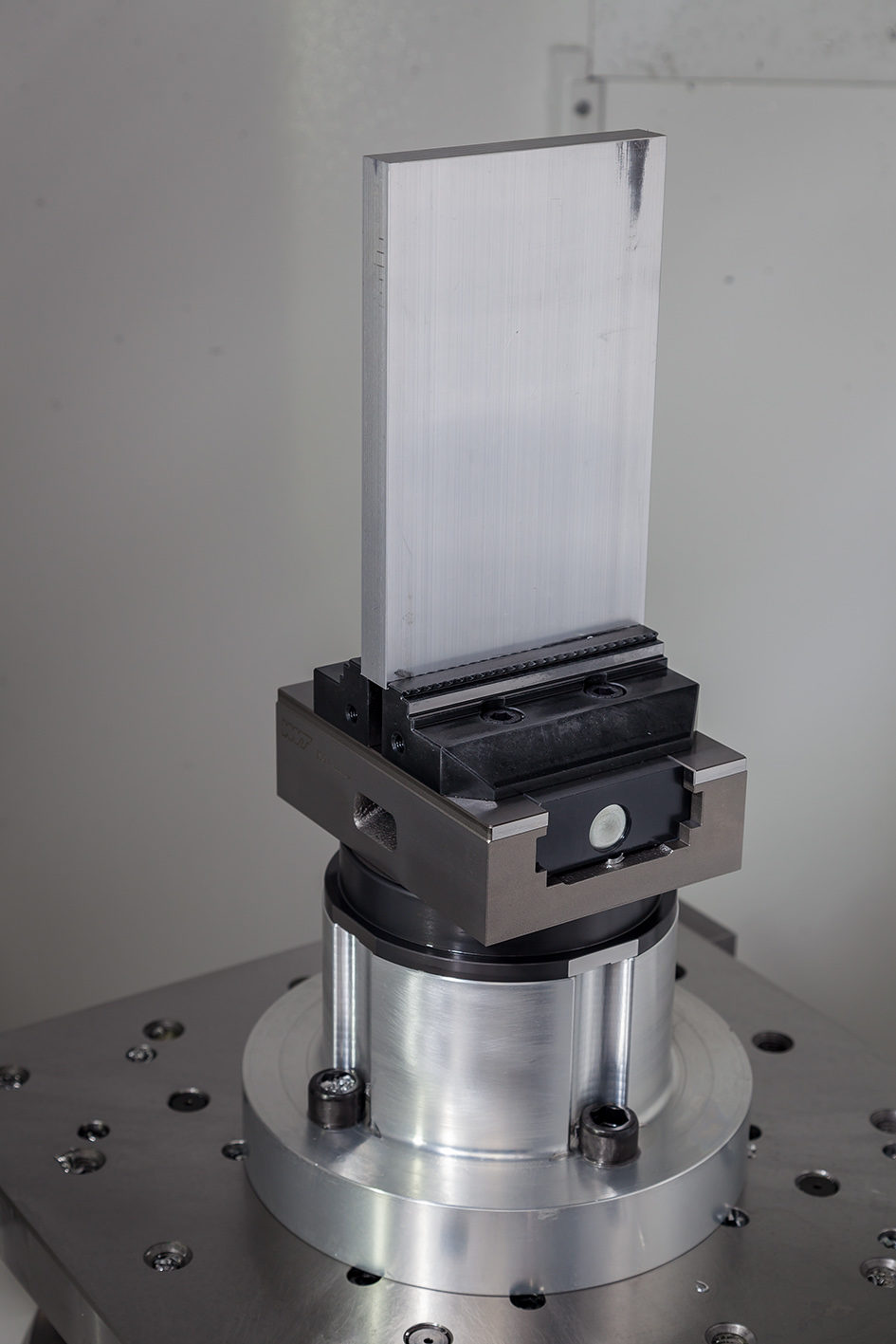
The WNT ZSG 4 centric vices and the riser plates have given Unicut added versatility. The ZSG vices have jaws that are fully interchangeable and are designed to eliminate the requirement for a crimping tool, common on other vice systems. The precision matched slides ensure repeatable clamping of +/- 0.01 mm and the integration of zero point location ensures set-ups are quick and repeatable to the same level of accuracy. Component security is also maximised with a maximum gripping force of 35 kN. This mean that components can be gripped on the minimum amount of material, 3 mm in the case of Unicut Precision, with around 200 mm of material projecting from the vice.
“The solution presented by WNT along with the service and support has ticked all the boxes for us. The result is a cost-competitive system that not only solved our immediate workholding problem with the part we were producing, but gives us options with other parts that we want to put on that machine. Having the riser plates with a vice mounted on the top with zero point allows us to lift the part off the table and keep cutter lengths to a minimum on smaller components. We now have a truly flexible workholding system,” says Jason Nicholson. “We work in a fast paced environment and the demands and expectations of our customers are for us to deliver on time and we can only do that with the support from our supply chain, and in this instance the risers arrived when they were expected and went straight on to the machine. With five-axis milling being a new venture for us the support we received from WNT and, in particular, its Technical Sales Engineer Duncan Slough was welcome and will lead to ongoing projects between us, as we develop our use of the WNT zero point workholding system with additional tombstone-type fixturing and other WNT vice systems.”




