

Making the decision to install a Wele bridge-type vertical machining centre from 2D CNC Machinery has introduced an effective 5-face processing capability that has enabled Glassworks Hounsell (GWH) to improve its in-house production of glass manufacturing process equipment by combining for instance, six or seven operations into just two. In addition the business is now expanding its subcontract production services into other areas and attracting new customers.
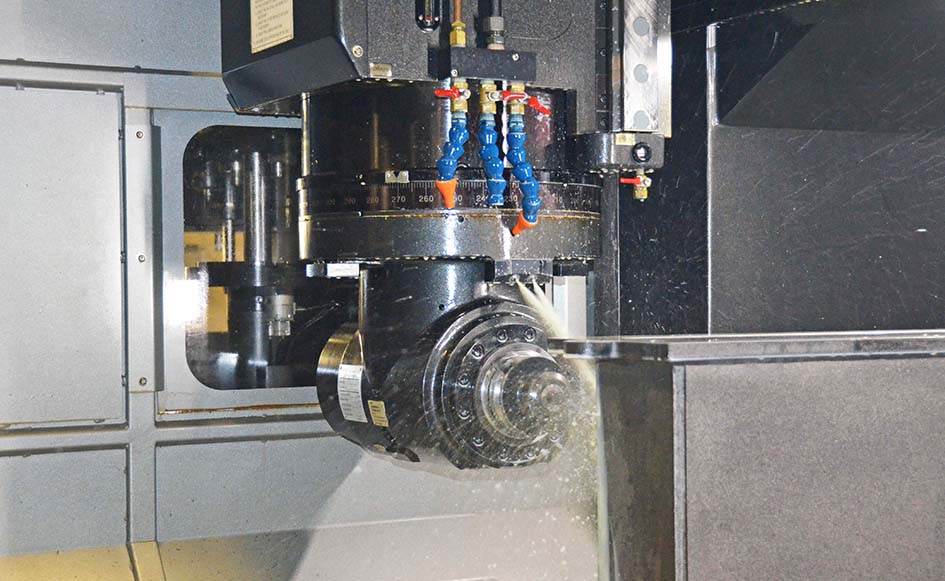
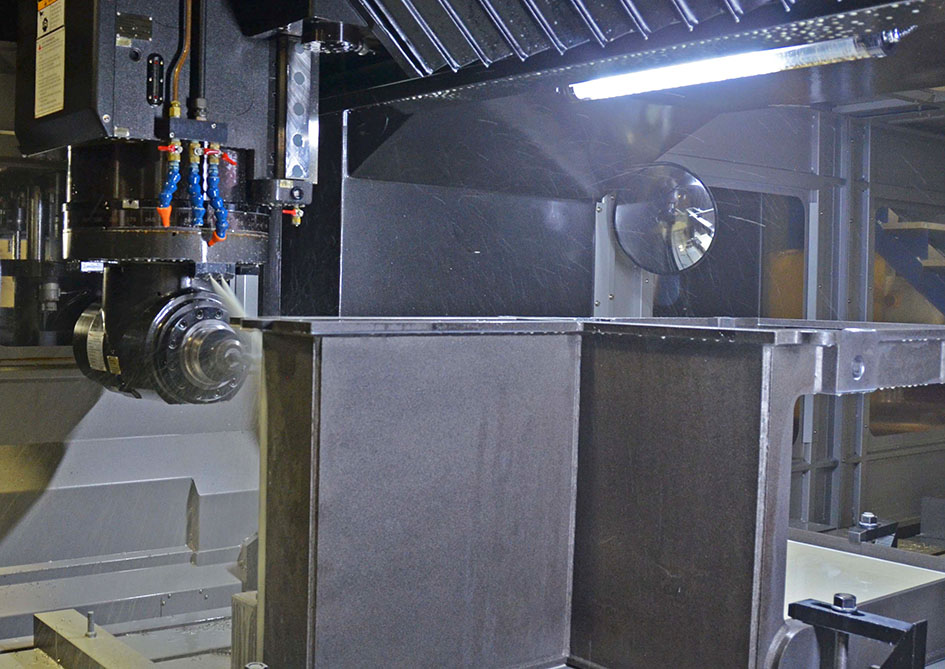
The Wele SB316M 5-face machining centre supplied by 2DCNC Machinery has a 26kW spindle with 740Nm of torque available.
Said Sales Director William Brinkman: “It’s not only the additional capacity of the Wele SB316M that is opening new doors for us, it is the high levels of rigidity, its flexibility and accuracy that is transforming our capability for producing larger components. It has also given us the perfect opportunity to expand our services to existing as well as new customers. We are certainly benefitting from a renewed desire where customers are genuinely seeking out local UK supply.”
GWH, which is based in Halesowen, has built group sales to over £6.5 million through its specialist operation in industrial batch charging feeding equipment of raw material into glass furnaces, regarded as the ‘lifeblood’ provider to all types of melting furnaces used by the international glass industry. Altogether, GWH has supplied some 1,200 of these units to achieve a 95 per cent level of exports to more than 50 countries over the last 30 years. It also produces tin oxide electrodes and connector systems to suit glass furnace temperatures between 870 deg C and 1,650 deg C and manufactures polished steel marving tables for shaping the glass plus blowing irons used to manually blow the glass into its desired shape.
‘Value and return generated over cost’ was a major factor when GHW decided to buy and install the Wele SB316W 5-face machining centre from 2D CNC Machinery.
Serving a different market, the company also builds and reconditions GN Flexo narrow web flexographic four colour printing machinery which sells strongly into packaging and labelling such as those involved in confectionary. These modular designed units can have up to 12 stations and provide a web width up to 640 mm.
Said Jeff Blackborow Operations Manager: “With such a specialist own product area which requires a lot of technical input, we are now having to meet greater demands for larger units especially from overseas. Our ability to service design, perform prototyping and product development with customers is expanding which also helped to fuel our need to upgrade our in-house machining. As a result, we began to research the market for bridge-type machining centres and found when comparing ‘value and return generated over cost’ plus the ability of suppliers to service and support us, we feel we could not better the involvement with 2D CNC and selecting the Wele.”
He also added the comment over the heritage and track record of Wele which he felt was important in the decision making and has already been upheld even in early days of production following the installation in March. Wele is a strategic alliance company within the JTEKT Group, a sub-group of Japanese car maker Toyota and also owns leading international machine tool builders, cell and systems engineers Mitsui Seiki and Toyoda.
GHW was previously utilising subcontract sources for larger components and with expanding products decided it needed to protect its core competences which are often linked to its AutoCAD and 3D modelling skills and also spans a wide range of turning and milling plus a large fabrication section in the 25,000 ft2 workshop area. Here MIG, MMA and tungsten inert gas welding of mild steel, stainless steels and aluminium is carried out. Indeed, within the fabrication bay was a 3 m high by 13 m long boom feeder for furnaces which was due for installation in Spain. The company also has a specialist painting facility – all part of the ‘one-stop’ operational capability.
The Wele SB316M bridge-type 5-face machining centre has a table size of 3,000 mm by 1,500 mm with X travels of 3,060 mm, 1,600 mm in Y and 800 mm in Z. It has a 1,700 mm gap between its two columns. Accuracy over axis travels is +/- 0.01 mm and repeatability +/- 0.003 mm. Having a 26 kW drive, this delivers 740 Nm of torque with through-the-tool coolant feed to the BT 50 gear-driven spindle with a speed range of 10 to 6,000 revs/min. It has a 32 tool magazine.
As part of the installation GWH put down a 1.2 m deep concrete foundation in the shopfloor. Said Mr Blackborow: “We are serious in our machining capability and the floor structure is important so it does not compromise the level of material we intend to remove the tolerances we can maintain and especially any geometric relationships when using the 5-face capability.” He describes how the machine replaced a horizontal borer which was highly skill dependent, very uneconomic on small batches and especially when parts were complex. He said: “We have subcontract business opportunities in offshore, power generation as well as defence, nuclear, marine and aerospace and the Wele is important to us serving these sectors.”

The Wele SB316M bridge-type 5-axis machining centre supplied by 2D CNC Machinery installed at Glassworks Hounsell.
The machine is currently run single shift with a highly skilled setter operator recently employed to expand the workforce to 27 people. Since the March installation, the largest batch produced has been five components and 40 per cent of production has centred on in-house work such as the massive machine frames for the material feeders. The growth in subcontract work has included production of some demanding injection mould tooling which Mr Blackborow maintains: “Would never have been viable without this machine.”
Initially programming has been carried out at the Fanuc 18iM control but off-line will be introduced in the near future. Setting has been a key factor in production of workpieces to which Mr Blackborow maintains: “Access to the machining area is good and with the combination of power, rigidity and accuracy, the machine has helped to make our future plans very straightforward.”
Now that the Wele is in production and with demands rising, GWH is reorganising its machine shop, disposing of redundant equipment and has recently installed a biomass heating system and new measuring facilities. Said Mr Brinkman: “We are now set to move the business forward and meet, not only the growing demands of our international customers, but also to satisfy the subcontract service needs of UK customers as they seek local supply.”




